
从 X 射线到太赫兹:特斯拉干法电极产线太赫兹检测
发布时间:2026年5月25日 分类:科普资讯 浏览量:271
摘要:
当动力电池进入TWh级制造时代,竞争正在从材料体系延伸到制造过程本身。极片的厚度、密度、载量和孔隙率,决定了电芯容量、一致性、安全边界和制造良率。特斯拉近期公开的干法电极太赫兹在线检测专利,指向一个重要趋势:电池产线不再只是在终点做质量检查,而是在材料成形的瞬间,用皮秒级飞行时间信号直接参与工艺控制。
作者:唐福
电动汽车电池制造、干法电极与太赫兹时域检测
当动力电池进入TWh级制造时代,竞争正在从材料体系延伸到制造过程本身。极片的厚度、密度、载量和孔隙率,决定了电芯容量、一致性、安全边界和制造良率。特斯拉近期公开的干法电极太赫兹在线检测专利,指向一个重要趋势:电池产线不再只是在终点做质量检查,而是在材料成形的瞬间,用皮秒级飞行时间信号直接参与工艺控制。
图1 湿法/干法电极制造流程、电芯结构与检测对象关系示意
一、巨大应用场景:动力电池制造进入“过程控制”时代
电动汽车渗透率的持续提升,使动力电池成为全球制造业最重要的增量赛道之一。IEA《Global EV Outlook 2026》显示,2025年全球电动汽车销量超过2000万辆,约占全球新车销量的四分之一;同年EV电池部署量约1.2TWh,预计到2030年接近3TWh。如此规模意味着,哪怕极片良率只提升1个百分点,也可能对应巨大的材料、能耗和产能价值。
在锂离子电池中,极片由金属集流体和活性物质涂层组成:正极通常是铝箔加LFP、NMC等正极涂层,负极通常是铜箔加石墨或硅碳涂层。隔膜则夹在正负极之间,是多孔绝缘膜,负责防止电子短路,同时允许锂离子通过。电极涂层、极片和隔膜是三个不同对象:特斯拉这项专利关注的是干法电极膜/极片制造中的在线计量,并非隔膜本体检测。
对整车企业而言,电池不只是采购件,而是成本、性能和供应链安全的核心。特斯拉4680电芯与干法电极路线的战略意义,正在于把材料、设备、计量与工艺闭环压缩到同一条制造链中,用制造能力换取成本和规模优势。
二、干法制造:去掉溶剂和烘箱,但必须看清“成膜瞬间”
当前主流电极制造仍是湿法工艺:活性材料、导电剂、粘结剂和溶剂混合成浆料,涂布到Al/Cu集流体上,再经过长距离烘箱去除溶剂,随后辊压、分切形成极片。湿法成熟、材料适配性强、涂布均匀性好,但需要大量溶剂和烘干设备,能耗高、厂房长,且正极常用NMP溶剂,带来回收和环保处理成本。
干法电极制造试图从源头改变流程:活性材料、导电剂和少量粘结剂以干粉形式混合,经剪切、纤维化和多辊压延形成自支撑电极膜,再与金属集流体复合。它的潜在优势是无溶剂、少烘干、流程短、占地小、能耗低,并更适合厚电极和高载量设计。
但干法也更依赖过程控制。粉体分散、粘结剂纤维化、膜强度、压实密度、孔隙率、与集流体的复合质量,都在辊压环节快速形成。湿法产线通常在涂布和干燥后检测;干法产线则需要在粉体被压成膜的瞬间就知道厚度和密度是否偏离目标。这正是太赫兹在线检测的切入点。
三、太赫兹检测:从质量看板走向产线闭环
太赫兹波位于微波与红外之间,具有非接触、非电离、可穿透多种非金属材料、对多孔结构和界面变化敏感等特点。对电极涂层而言,太赫兹脉冲可以在涂层表面和金属集流体界面产生反射;两个反射峰的时间差与厚度相关,反射强度和复折射率变化又可关联到密度、载量、电导率和孔隙率。
英国TeraView的TeraCota电池检测方案,已经将太赫兹用于阳极/阴极涂层的非接触在线检测,面向干法或湿法电极,强调可同步评估厚度、密度、载量和电导率。Fraunhofer ITWM也展示了电池箔材涂层的在线太赫兹厚度测量。它们证明了一个产业方向:太赫兹不只是科研光谱工具,也可以成为电池制造中的高速过程计量传感器。
不过,太赫兹在极片检测上率先产业化的原因也很清楚:电极涂层下方有Al/Cu金属集流体,能够提供强反射界面;隔膜则通常是薄的PP/PE多孔膜,低吸收、低反射、没有金属背板,在线稳定检测难度更高。
四、特斯拉专利:把太赫兹信号接入压延辊控制
用户提供的专利解读资料显示,特斯拉公开专利申请 US 2026/0126381 A1,题为“Inline Terahertz Measurement Device for Dry Electrode Film Manufacturing, and Methods Thereof”。这项专利的关键并不只是“用太赫兹测厚”,而是把测量结果直接反馈给干法压延工艺。
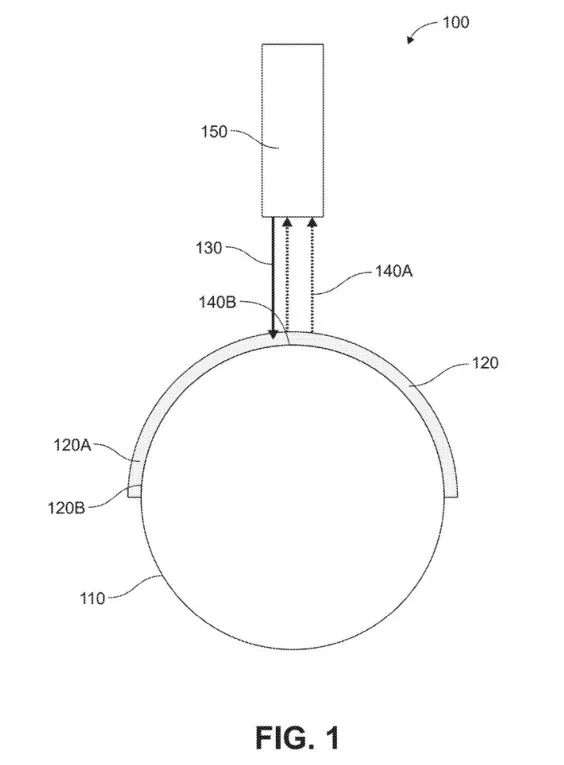
图2 专利 Fig.1:太赫兹脉冲照射辊面电极膜,接收上下表面反射信号
在图示结构中,太赫兹源和传感器集成在同一测量头内,安装于压延辊附近。太赫兹脉冲垂直入射到正在成形的干法电极膜,传感器接收来自膜上表面和下表面的两个反射信号。专利资料中列出的典型参数包括0.05-5THz频率范围、0.05-0.5mm光斑直径和1-5ps脉冲峰宽。时间差用于计算膜厚,反射强度可用于推断基重、密度和均匀性。
更重要的是,专利把这些测量结果用于调节三类压延参数:roller shear ratio、line load和gap offset,即辊间剪切速度比、线载荷和辊隙偏移。换言之,太赫兹信号不是给工程师看的一个数字,而是压延系统实时调参的依据。
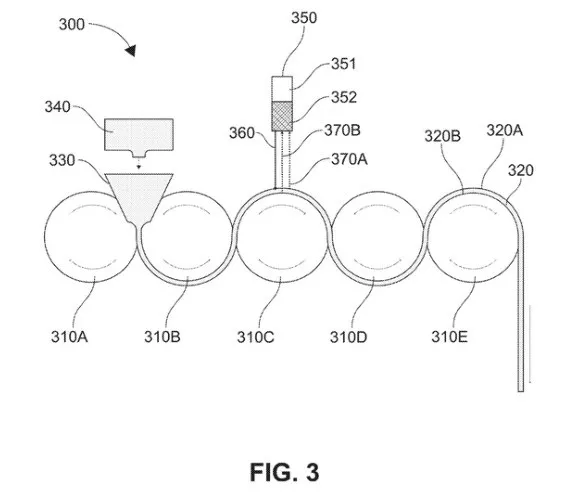
图3 专利 Fig.3:干粉进入多辊系统,被压制成膜,并在辊压过程中接受太赫兹读取
专利还展示了多辊干法成膜流程:干粉由供料装置进入前段辊隙,被压制成自支撑膜;随后经过更多辊压与集流体复合。太赫兹测量头可以布置在关键辊段上方,读取膜在不同成形阶段的状态。
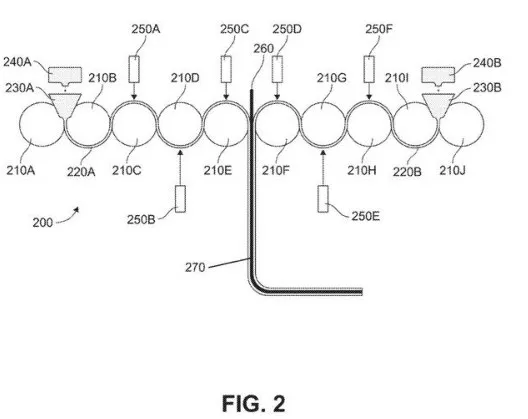
图4 专利 Fig.2:左右对称干法产线和多个太赫兹测量装置,形成在线计量网格
图2所示的对称系统更进一步:两侧各自将干粉压成电极膜,随后在中央与金属集流体复合,形成双面电极。多个太赫兹测量装置被分布在不同辊位,可分别配置为测量载量、均匀性或其他物理属性。传统X射线或β射线基重仪更多承担质量检测角色,而特斯拉专利指向的是一个更主动的闭环:传感器读出材料状态,控制器立刻修正成膜条件。
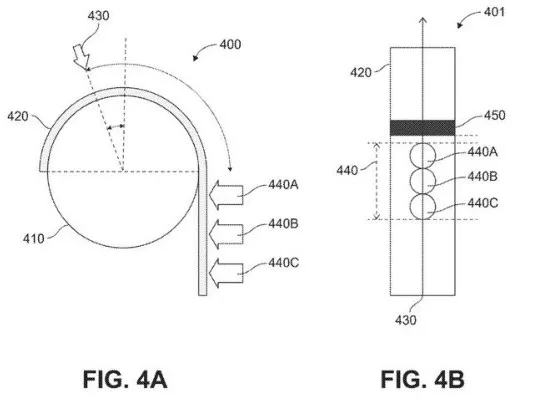
图5 专利 Fig.4A/4B:通过标记、取样和离线测量校准在线太赫兹信号
量产中的在线检测必须解决校准问题。专利提出在运动中的干法电极膜上设置标记,太赫兹设备先读取该区域的在线数据,再从同一区域切取样品进行离线测量,并将两组结果比对校准。这个设计把高速波形信号锚定到可溯源的物理样品,避免传感器漂移把闭环控制带偏。
结语:先进电池工厂将越来越像“实时感知系统”
从产业角度看,特斯拉这项专利的价值不在于发明了太赫兹测厚本身,而在于把太赫兹在线计量嵌入干法电极成膜与压延控制。它反映出电池制造的下一阶段竞争:谁能在材料成形的瞬间获得准确数据,谁就更有可能提高良率、降低报废、缩短调机周期,并把新工艺推向规模化。
因此,太赫兹在电池领域的真正前景,并不只是替代 X 射线或增加一个检测工位,而是成为干法、厚电极、高速极片制造中的“过程控制信号”。当TWh级产能成为行业常态,皮秒级检测技术有望从实验室光谱工具,走向动力电池产线的核心传感器。
···
资料来源与图片说明
IEA:Global EV Outlook 2026,电动汽车销量与电池部署量相关数据。https://www.iea.org/reports/global-ev-outlook-2026
Tesla:2025 Q4 Quarterly Update Deck,4680 干法电极相关披露。https://assets-ir.tesla.com/tesla-contents/IR/TSLA-Q4-2025-Update.pdf
Patent:US 2026/0126381 A1,Inline terahertz measurement device for dry electrode film manufacturing, and methods thereof。
TeraView:TeraCota battery electrode metrology 公开资料。https://teraview.com/battery/
Fraunhofer ITWM:Inline Thickness Measurement of Coatings on Battery Foils。https://www.itwm.fraunhofer.de/en/departments/processes-materials/layer-thickness-measurement/thickness-measurement-battery-foils.html
图片来源:图2-图5来源于Tesla专利


 川公网安备51019002007618号
川公网安备51019002007618号








